欢迎致电
13713999008

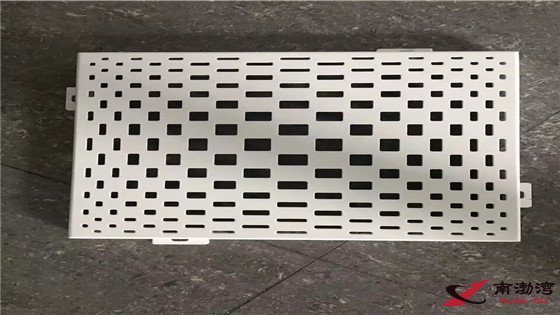
首页 > 新闻资讯 > 产品资讯 > 铝单板 > 冲孔铝单板 >
🕓 发布时间:2013-07-26 🔥 热度:

1、领料前班长应审核、复查任务单所标注板厚与图纸是否一致;各编号定额规格与图纸是否一致。
2、按生产任务单用料定额领料,确认所领材料型号及规格。
3、下料时注意复查铝板表面质量,不允许有锈斑、麻点、凹坑、脱层、波浪,严重磕碰、划伤等缺陷。
4、清除铝板上废纸、杂物,清洁铝板表面。
5、按生产用图的开料尺寸要求,在工作台上调整定位(或划线后)在剪板机上开料。
6、开料长、宽尺寸允许偏差±0.5mm,对角线允许偏差1.5mm。
用卷尺检查,首件“三检”合格后方可进行第二件生产。同一坯料,每剪5件后须校验一下所剪工件的尺寸,必要时及时调整定位。坯料除检查开料图中标注尺寸外,还应检查对角线尺寸及相关角度尺寸。
7、每一件坯料剪裁完后,在非喷涂面右下方300处按规定贴好标识:冲孔板的标识贴边缘不冲孔处。
8、坯料不允许落地,要轻拿轻放,按规定区域放置在平台或小车上,避免在搬运过程中造成磕碰、划伤。
9、按定额规定将剪下的余料妥善保管或退仓保存。